
Current position:
Home
News home
Industry News
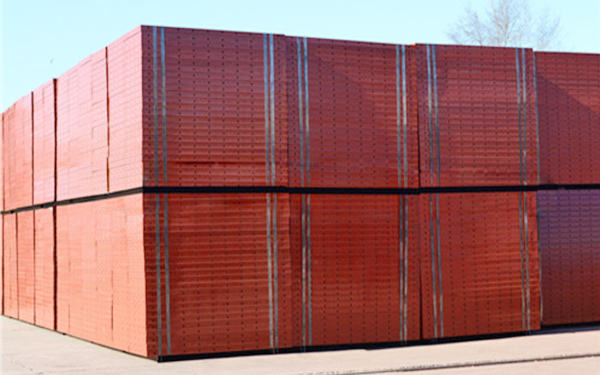
Bridge anti-collision guardrail steel formwork: What are the common methods for correcting steel formwork?
Bridge anti-collision guardrail steel formwork: What are the common methods for correcting steel formwork?
source:Shandong Tianhong Heavy Industry Co., Ltd
Abstract:
The steel formwork correction methods can be divided into four core process systems based on deformation characteristics and material properties. The technical points and applicable scope of each method are as follows:
1、 Mechanical correction method
Basic principles
Apply reverse deformation through mechanical force and use material plastic deformation to counteract the original deformation
Typical process
Multi roll correction: using 11-21 roll correction machine for continuous rolling, suitable for correcting plane deformation with a plate thickness of 3-20mm
Hydraulic extension: Use a 100-500 ton hydraulic press to gradually apply pressure to the bending part of the steel section, with a deformation of ≤ 3mm per stroke
Pressure forming: For the deformation of I-beam flanges, a dedicated mold is used for one-time forming, with an accuracy of ± 0.5mm/m
Applicable scenarios
Macroscopic deformation of steel with a bending degree greater than L/200 (such as I-beam side bending)
Wave deformation of steel plates with a thickness of ≥ 6mm
2、 Flame correction method
Principles of Thermodynamics
Localized heating to 600-900 ℃, utilizing cooling shrinkage stress to counteract deformation
Heating mode
Heating type suitable for deformation parameter control
Spot heating thin plate with local protrusion (δ ≤ 6mm) heating point diameter of 30-50mm, spacing of 80-150mm2
Linear heating steel distortion/weld shrinkage deformation bandwidth of 20-30mm, moving speed of 200-300mm/min5
Triangle heating box beam wing plate wave deformation bottom width ≈ plate thickness × 10, height ≈ deformation amount × 3
Forbidden materials
Medium carbon steel (prone to quenching and hardening cracks)
High alloy steel (with significant differences in thermal expansion coefficient)
3、 Cold state straightening method
Process subdivision
Cold pressing straightening: using segmented progressive pressure, with each segment's pressure less than 80% of the material's yield strength
Straight hammering: Use HRC58-62 hard hammer high-frequency hammering (3-5 times/mm ²), suitable for HRC30-45 material
Backtapping straightening: For high hardness materials with HRC>50, hammering the concave surface causes the fibers to stretch
Precision control
The straightness can reach 0.1mm/m
Maintain surface roughness below Ra6.3 μ m
4、 Mixed correction method
Combination process
Mechanical pre straightening+flame fine tuning: first eliminate 80% of macroscopic deformation, and then deal with local microscopic deformation
Cold work hardening+thermal stress release: annealing at 400 ℃ after hammering to eliminate residual stress
Typical applications
Overall correction of bridge formwork with a span greater than 20m
Precision compensation for forming irregular surface templates
Method selection comparison table
Preferred method for deformation features, alternative options, disabled methods
Thickness>10mm Wave Deformation Multi roll Mechanical Correction Linear Flame Correction Hammer Strike Correction
Thin plate welding bulging spot flame correction cold pressing straightening mechanical roller pressing
Hydraulic progressive correction of bending deformation in high-strength steel, low-temperature flame correction, conventional flame correction
Partial distortion of box girder, triangle heating correction, hydraulic jacking+single mechanical correction with heating
By selecting the appropriate correction process, the reuse rate of steel formwork can be increased to over 95%, and the dimensional accuracy after correction meets the requirements of GB50205-2025 standard.
Basic principles
Apply reverse deformation through mechanical force and use material plastic deformation to counteract the original deformation
Typical process
Multi roll correction: using 11-21 roll correction machine for continuous rolling, suitable for correcting plane deformation with a plate thickness of 3-20mm
Hydraulic extension: Use a 100-500 ton hydraulic press to gradually apply pressure to the bending part of the steel section, with a deformation of ≤ 3mm per stroke
Pressure forming: For the deformation of I-beam flanges, a dedicated mold is used for one-time forming, with an accuracy of ± 0.5mm/m
Applicable scenarios
Macroscopic deformation of steel with a bending degree greater than L/200 (such as I-beam side bending)
Wave deformation of steel plates with a thickness of ≥ 6mm
2、 Flame correction method
Principles of Thermodynamics
Localized heating to 600-900 ℃, utilizing cooling shrinkage stress to counteract deformation
Heating mode
Heating type suitable for deformation parameter control
Spot heating thin plate with local protrusion (δ ≤ 6mm) heating point diameter of 30-50mm, spacing of 80-150mm2
Linear heating steel distortion/weld shrinkage deformation bandwidth of 20-30mm, moving speed of 200-300mm/min5
Triangle heating box beam wing plate wave deformation bottom width ≈ plate thickness × 10, height ≈ deformation amount × 3
Forbidden materials
Medium carbon steel (prone to quenching and hardening cracks)
High alloy steel (with significant differences in thermal expansion coefficient)
3、 Cold state straightening method
Process subdivision
Cold pressing straightening: using segmented progressive pressure, with each segment's pressure less than 80% of the material's yield strength
Straight hammering: Use HRC58-62 hard hammer high-frequency hammering (3-5 times/mm ²), suitable for HRC30-45 material
Backtapping straightening: For high hardness materials with HRC>50, hammering the concave surface causes the fibers to stretch
Precision control
The straightness can reach 0.1mm/m
Maintain surface roughness below Ra6.3 μ m
4、 Mixed correction method
Combination process
Mechanical pre straightening+flame fine tuning: first eliminate 80% of macroscopic deformation, and then deal with local microscopic deformation
Cold work hardening+thermal stress release: annealing at 400 ℃ after hammering to eliminate residual stress
Typical applications
Overall correction of bridge formwork with a span greater than 20m
Precision compensation for forming irregular surface templates
Method selection comparison table
Preferred method for deformation features, alternative options, disabled methods
Thickness>10mm Wave Deformation Multi roll Mechanical Correction Linear Flame Correction Hammer Strike Correction
Thin plate welding bulging spot flame correction cold pressing straightening mechanical roller pressing
Hydraulic progressive correction of bending deformation in high-strength steel, low-temperature flame correction, conventional flame correction
Partial distortion of box girder, triangle heating correction, hydraulic jacking+single mechanical correction with heating
By selecting the appropriate correction process, the reuse rate of steel formwork can be increased to over 95%, and the dimensional accuracy after correction meets the requirements of GB50205-2025 standard.
Disclaimer: The content provided on this website is for reference only (some information is sourced from the internet). The publication of content information is for the purpose of transmission and does not represent the views of this website. If the content involves copyright issues, please contact the website editor in a timely manner, and we will take appropriate measures to avoid unnecessary losses for both parties.
Related article
- Customized rental of steel formwork: What are the dimensions, specifications, and models of steel formwork?
- Composite bridge steel formwork processing manufacturer: How to check the dimensional accuracy after steel formwork correction?
- Composite steel formwork rental: What buildings are steel formwork mainly used in?
- Manufacturers of composite steel formwork: How to evaluate the corrosion rate of the formwork?
- Steel formwork manufacturer supply specifications: What are the applicable fields for steel formwork
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- Rental price of steel formwork: Analysis of key points for concrete construction of bridge special-shaped column formwork
- Template manufacturer: What are the specific risks of grout leakage to construction safety?
- Supply from nearby steel formwork manufacturers: How to extend the service life of formwork in highly corrosive environments?
- Renting steel formwork manufacturers: How much does the material of steel formwork affect the price?
- Steel formwork manufacturer: How long is the lifespan of stainless steel formwork?
- Customization of steel formwork specifications: What are the installation steps for steel formwork? 双语对照 笔记
Hot article
- T梁模版
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- 力“拔”山兮,“河”作共赢——济宁天力员工欢度国庆假期之拔河比赛
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
Recommended article

Customized rental of construction steel formwork: How to prevent and deal with loose joints in steel formwork?
Customized rental of steel formwork: What are the dimensions, specifications, and models of steel formwork?
- Customized rental of construction steel formwork: How to prevent and deal with loose joints in steel formwork?
- Customized rental of steel formwork: What are the dimensions, specifications, and models of steel formwork?
- Steel formwork manufacturer supply specifications: What are the applicable fields for steel formwork
- 力“拔”山兮,“河”作共赢——济宁天力员工欢度国庆假期之拔河比赛
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition
- Pulling out Mountains and Rivers for Win Win - Jining Tianli Employees Celebrate National Day Holiday with Tug of War Competition

